全國免費咨詢電話:400-811-7869

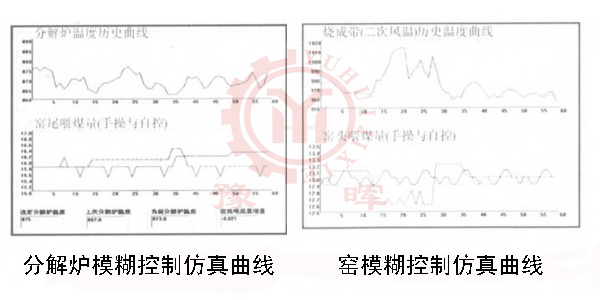
對用手操獲得的同一時間段的回轉窯運行參數(shù)進行神經網絡訓練,當步長達到1219時,其存在的誤差為0.0097,小于設定的閥值。當訓練好網絡結構以后,可以用模糊自動操控獲得回轉窯的窯頭、窯尾喂煤量并作為輸入,然后通過模型測試得出5個測試輸出,下圖則為回轉窯分解爐的溫度變化曲線:
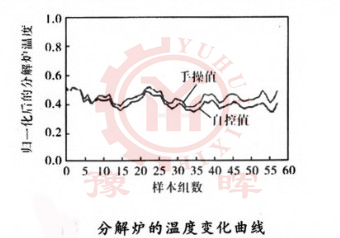
通過對比我們可以清楚的知道,手操獲得的回轉窯分解爐溫度曲線和自控所得的分解爐溫度曲線基本相同,其存在的較大偏差在0.08,而縱坐標的實際范圍為[825,925],這樣一來折算出來為8°。在要求比較嚴格的情況下,回轉窯分解爐溫度的偏差是不能超過10°的,因此其是符合回轉窯的實際生產工藝要求的。同時我們還可以看出,自動控制溫度曲線與手動操作的整體相比較是稍微有些偏低的,經分析其原因在于自動控制時,回轉窯的窯頭、窯尾喂煤量和手動操作時相比較都有所減少,具體可參考如下:
(文章源于河南豫暉球磨機,回轉窯指定網站:http://m.iferv.com/,轉載注明出處)
推薦您繼續(xù)閱讀回轉窯溫度曲線的相關文章:回轉窯溫度控制體現(xiàn)在幾個方面