
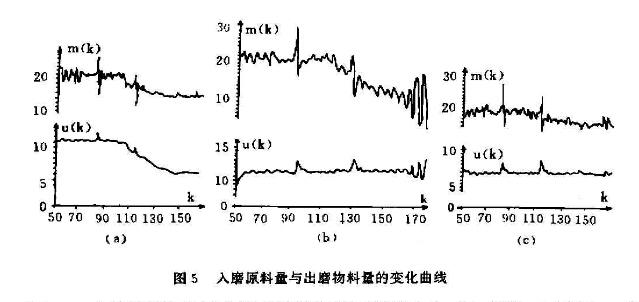
如圖5所示入磨原料量與出磨物料量的變化曲線,正是球磨機值自適應控制算法應用仿真結果,其中(a)圖為采用產量值自適應控制方案時的輸入、輸出曲線;(b)和(c)分別為采用PID控制而設定值分布為11.2及7時的輸入、輸出變化曲線。
通過以上仿真曲線可以看出,采用產量值自適應控制器的效果是非常明顯的。具體體現在:
1、由(a)可以看出,因模型參數的變化,較佳出磨物料量M0由11.2變為7.2,此時值自校正控制器可以及時改變原料輸入量,保證以較小方差跟蹤M0變化,并在新的工礦下達到新的平衡;
從(b)可以看出,采用常規PID調節器,在模型參數不變或變化很小時,雖也能控制,但當參數變化較大時,球磨機系統將變得不穩定;
(c)圖則為通常采用PID控制策略時的做法,它考慮到球磨機系統的時變,為防止系統進入不穩定工礦,而將設定值設定得很小,以至于產量一直很低,該方法雖能達到穩定生產,但實際產量較小,效率較低。
2、對原料量波動所引起的干擾,無論是模型參數不變或緩變時,值自校正控制都能及時地進行調節,保證m(t)保持在M0附近,而PID控制器克服輸入量干擾的能力則比較差。
顯然,值自校正控制器求取球磨機系統較大生產能力并跟蹤生產能力變化的作用是常規PID調節器無法實現的,而在克服干擾因素的影響方面,值自校正控制器的調節能力也優于PID調節器。
文章源自:http://m.iferv.com/