
當前在國內外應用較多的還原鐵回轉窯砌筑方法有兩類:①兩種楔形磚搭配砌筑;②只應用一種楔形磚。
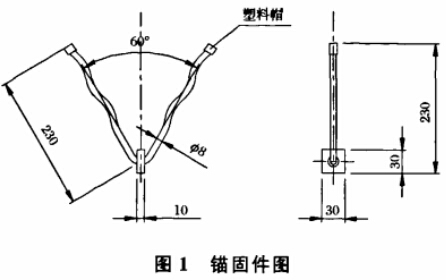
在還原鐵回轉窯直筒段要求分段應用以上兩種砌筑方法,具體操作有:在沒有接管的管段應用一種楔形磚(B1911,230×230/207.6×102);設有進風接管、入孔、熱電偶等接管的管段則需要使用兩種ISO磚搭配砌筑(即ISO425:250×103/90×198和ISO625:250×103/94.5×198)。以上磚型為當前國內外應用較多的兩個標準系列,即VDZ系列和ISO系列。另外,在還原鐵回轉窯中,不同管道間設有焊接于窯殼體內的擋磚環,磚環高度需在磚后以下,縫隙處可已澆注料進行填充。通常窯頭、窯尾錐段澆注料量在250mm厚為較恰當,通過錨固件和窯殼體相連。錨固件材料為310S,Y型,具體尺寸可見圖1錨固件圖示。錨固件橫縱間隔均布焊接在錐段殼體內。
通過以上分析可以了解到,還原鐵回轉窯砌筑方法的具體設計還需要根據實際的煅燒情況及礦石需求進行恰當安排,因此要想獲取高效率的煅燒設備就需要根據實際煅燒條件來選擇所需部件。
以上為豫暉針對還原鐵回轉窯砌筑方法進行的簡單分析,有關還原鐵回轉窯結構、還原鐵回轉窯密封、還原鐵回轉窯原理介紹詳見http://m.iferv.com/news/